
Kauchuk quvuryuqori mustahkamlik va chidamlilikka ega, shuningdek, doimiy shikastlanmasdan cho'zilishi va deformatsiyalanishi mumkin bo'lgan elastomer bo'lgan kauchuk tarkibi tufayli boshqa quvurlardan ajralib turadi. Bu, asosan, uning moslashuvchanligi, yirtiqqa chidamliligi, chidamliligi va termal barqarorligi bilan bog'liq.
Kauchuk quvurlar ikkita jarayondan biri yordamida ishlab chiqariladi. Birinchi usul - mandreldan foydalanish, bu erda kauchuk chiziqlar quvurga o'ralgan va isitiladi. Ikkinchi jarayon ekstruziya bo'lib, kauchuk matritsa orqali o'tkaziladi.
QanaqasigaKauchuk quvuryaratilganmi?
Mandrel jarayoni
Kauchuk rulo
Mandrel jarayonidan foydalangan holda kauchuk quvurlarni ishlab chiqarish uchun ishlatiladigan kauchuk rezina chiziqlar rulonlarida ishlab chiqarish uchun etkazib beriladi. Quvurlar devorlarining qalinligi choyshabning qalinligi bilan belgilanadi. Quvurning rangi rulonning rangi bilan belgilanadi. Rang zarur bo'lmasa-da, u rezina quvurlarni tasniflash va yakuniy foydalanishni hal qilish usuli sifatida ishlatiladi.

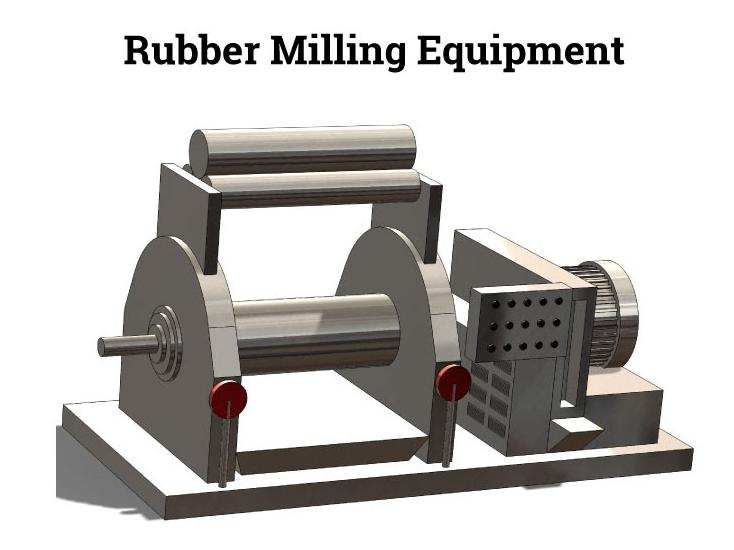
Frezeleme
Kauchukni ishlab chiqarish jarayoni uchun egiluvchan qilish uchun, u bir tekis tuzilishga ega bo'lishini ta'minlash uchun kauchukni yumshatish va silliqlash uchun rezina chiziqlarni isituvchi tegirmon orqali o'tkaziladi.
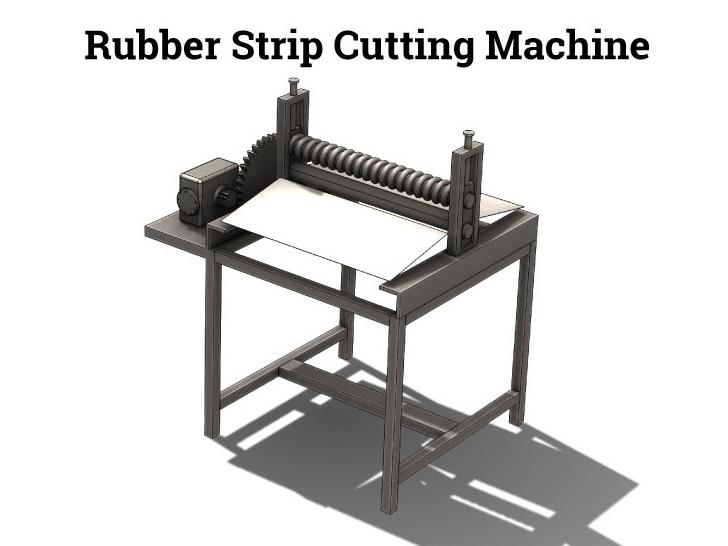
Kesish
Yumshoq va egiluvchan kauchuk kesuvchi mashinaga ko'chiriladi, u ishlab chiqariladigan rezina trubaning o'lchamining kengligi va qalinligiga mos keladigan teng kenglikdagi chiziqlar bilan kesiladi.
Mandra
Kesishda hosil qilingan chiziqlar mandrelga yuboriladi. Chiziqlarni mandrelga o'rashdan oldin, mandrel moylanadi. Mandraning diametri kauchuk trubaning teshigi kabi aniq o'lchamlardir. Mandra aylanganda, kauchuk chiziqlar bir tekis va muntazam sur'atda o'raladi.

Kauchuk trubaning kerakli qalinligiga erishish uchun o'rash jarayoni takrorlanishi mumkin.
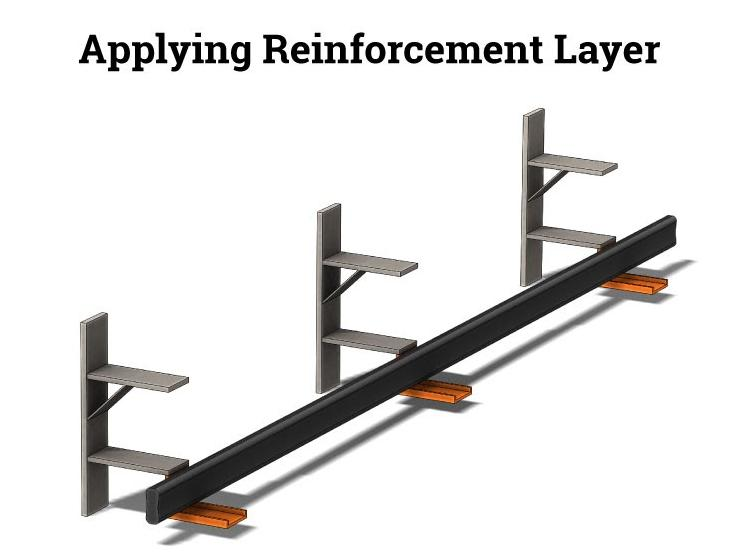
Mustahkamlash qatlami
Quvurlar aniq qalinlikka erishgandan so'ng, kauchuk bilan qoplangan yuqori quvvatli sintetik materialdan tayyorlangan mustahkamlovchi qatlam qo'shiladi. Qatlamni tanlash kauchuk trubka bardosh berishi mumkin bo'lgan bosim miqdori bilan belgilanadi. Ba'zi hollarda, qo'shimcha kuch uchun, mustahkamlovchi qatlamga sim qo'shilishi mumkin.
Yakuniy qatlam
Kauchukni tozalashning oxirgi qatlami uning tashqi qoplamasidir.

Tasma
Kauchuk chiziqlarning barcha turli qatlamlari qo'llanilgandan so'ng, tugallangan trubaning to'liq uzunligi ho'l neylon lenta bilan o'raladi. Lenta qisqaradi va materiallarni bir-biriga siqib chiqaradi. Lentani o'rashning natijasi quvurning tashqi diametri (OD) bo'yicha teksturali qoplama bo'lib, u trubka ishlatiladigan ilovalar uchun aktiv va foyda keltiradi.
Vulkanizatsiya
Mandra ustidagi quvur kauchukni davolaydigan vulkanizatsiya jarayoni uchun avtoklavga joylashtiriladi, bu esa uni elastik qiladi. Vulkanizatsiya tugagandan so'ng, qisqargan neylon lenta chiqariladi.

Mandreldan olib tashlash
Quvurning bir uchi bosim hosil qilish uchun mahkam yopilgan. Kauchuk trubkani mandreldan ajratish uchun pompalanadigan suv uchun quvurda teshik ochiladi. Kauchuk trubka mandreldan osongina siljiydi, uning uchlari kesiladi va kerakli uzunliklarga kesiladi.
Ekstruziya usuli
Ekstruziya jarayoni kauchukni disk shaklidagi qolipdan o'tkazishni o'z ichiga oladi. Ekstruziya jarayoni bilan tayyorlangan kauchuk quvurlar yumshoq vulkanizatsiyalanmagan kauchuk birikmasidan foydalanadi. Ushbu usul yordamida ishlab chiqarilgan qismlar yumshoq va egiluvchan bo'lib, ular ekstruziya jarayonidan keyin vulkanizatsiya qilinadi.
Oziqlantirish
Ekstruziya jarayoni kauchuk birikmaning ekstruderga berilishi bilan boshlanadi.
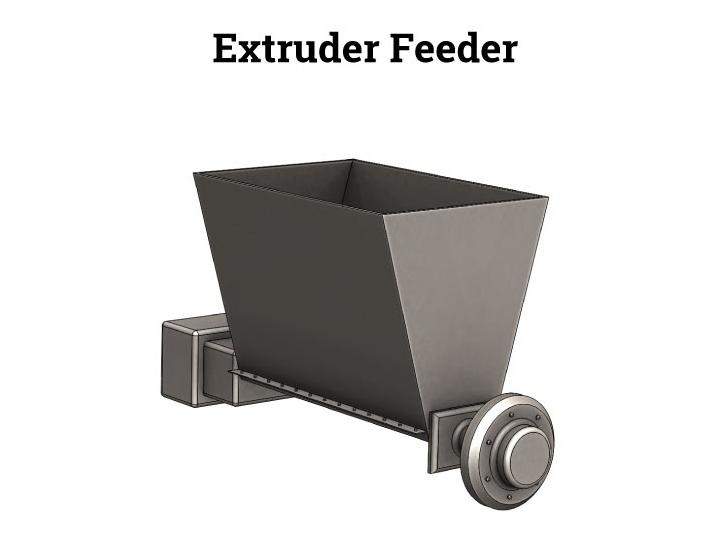
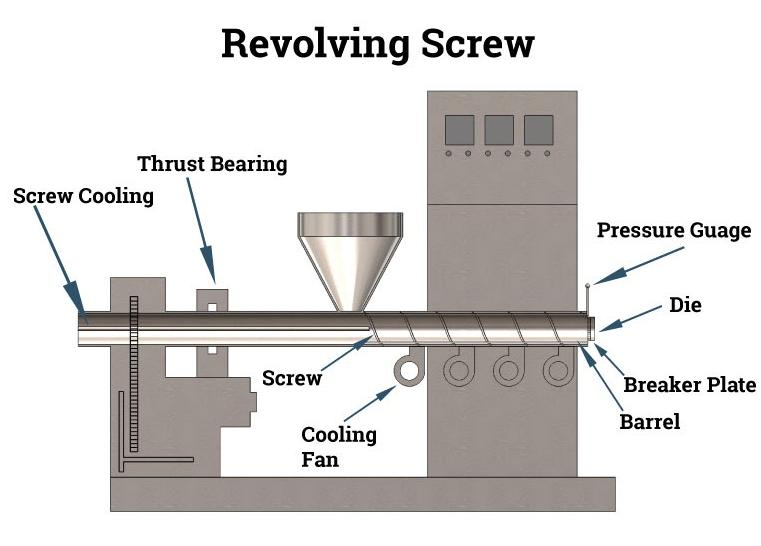
Aylanadigan vint
Kauchuk birikma asta-sekin oziqlantiruvchidan chiqib ketadi va uni matritsa tomon harakatlantiruvchi vintga beriladi.
Kauchuk trubka qolipi
Xom kauchuk material vint bo'ylab harakatlanayotganda, u quvur uchun diametri va qalinligi bilan aniq nisbatda matritsadan o'tkaziladi. Kauchuk matritsaga yaqinlashganda, harorat va bosimning oshishi kuzatiladi, bu esa ekstruder materialining birikma turiga va qattiqligiga qarab shishishiga olib keladi.

Vulkanizatsiya
Ekstruziya jarayonida ishlatiladigan kauchuk vulkanizatsiyalanmaganligi sababli, u ekstruderdan o'tgandan so'ng, u vulkanizatsiyaning qandaydir shakllaridan o'tishi kerak. Oltingugurt bilan ishlov berish vulkanizatsiyaning asl usuli bo'lsa-da, zamonaviy ishlab chiqarish tomonidan boshqa turlar ishlab chiqilgan bo'lib, ular mikroto'lqinlar, tuzli vannalar yoki isitishning boshqa turlarini o'z ichiga oladi. Jarayon tayyor mahsulotni qisqartirish va mustahkamlash uchun kerak.
Vulkanizatsiya yoki davolash jarayonini quyidagi diagrammada ko'rish mumkin.
Yuborilgan vaqt: 25-avgust-2022-yil